Programming Adherence: its dilemma and how it can be measured

.png)
Eliyahu M. Goldratt, one of the greatest gurus of production engineering, has a famous saying: "Tell me how you measure me and I'll tell you how I'll behave." Thus, adherence to scheduling plays a fundamental role within production engineering.
It sounds easy to understand, but when we talk about industrial production measurement, the application is not so simple. This is because there are conflicting management metrics. Today we're going to talk about one of them and its paradoxes, with a widely used indicator: schedule adherence.
What is Programming Adherence?
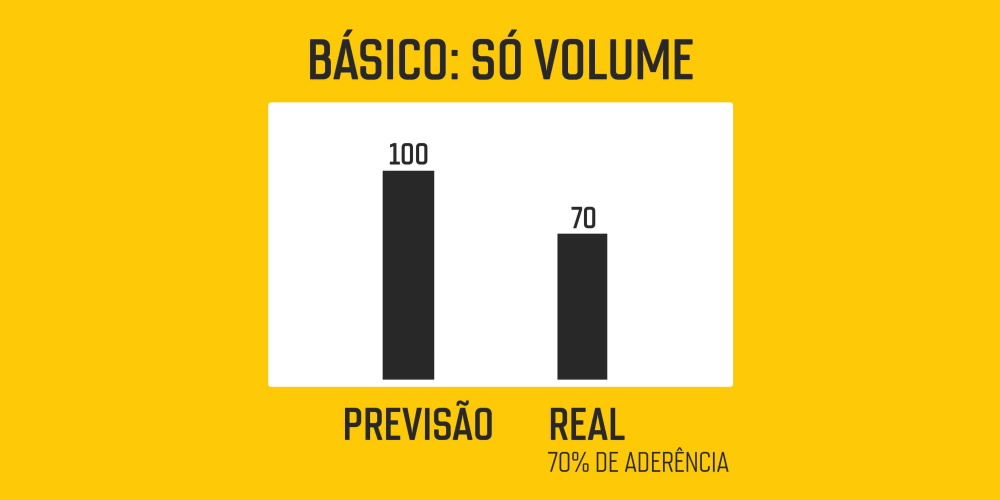
It's a very useful indicator that can be interpreted in various ways, depending on the company and its level of refinement. Some companies measure adherence only by comparing the planned or promised volume of production with what is actually produced. This is a very superficial assessment and does not take into account the effective use of what is manufactured.
Even though it is a format more commonly used by industries that work against stock, because fulfillment is less sensitive to variations in production, the risk is that it will damage the health of stocks and their turnover.
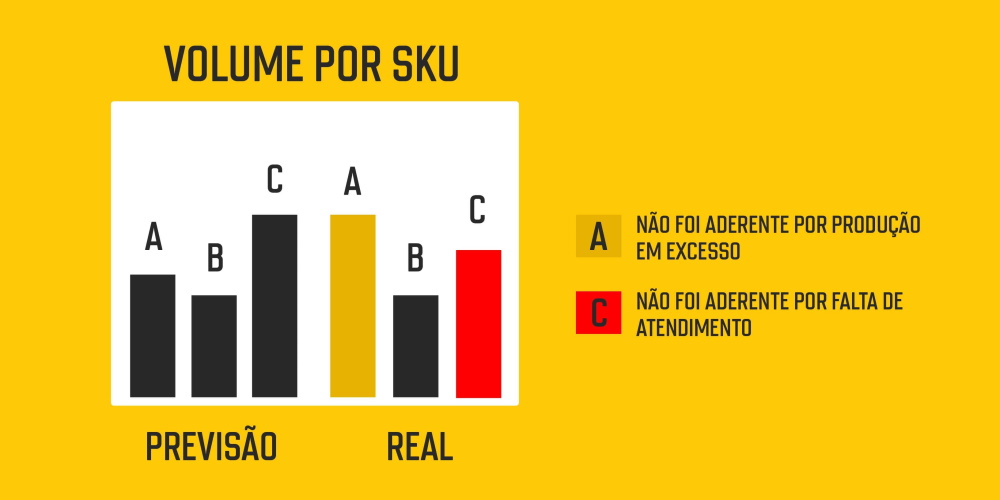
Probably the most common use is to look at the "planned vs. realized" ratio by SKU, which allows you to understand whether the amount that had been programmed was produced. This is a useful view, but it is often sabotaged by the way the industrial area is measured, usually by volume produced. This is because, often, what was programmed is not what generates the most volume, because it is more difficult or time-consuming to produce.
If a company bonuses its employees for volume production, more difficult items, which can sometimes have a higher margin or are more strategic than others, may be "penalized". The operator will be encouraged not to follow FIFO (first in, first out) or LIFO (last in, first out) logic, but MIIFO (most interesting in, first out). Here comes the spirit of Goldratt to warn us!
However, there's no point in pivoting the assessment to look purely at adherence and charging production for a volume mix of products that it can't meet. This is actually a more difficult KPI to be assertive about.
Comparing volumes ends up being simpler, easily replicated empirically. That's why it's naturally one of the most widespread forms of evaluation for variable remuneration. We have to have confidence in the model when it comes to putting money in people's pockets.
It is precisely to bring this maturity to the adherence indicator that APS solutions exist. Through them, viable and reliable plans can be created. Not only because of the advanced rules and algorithms that are used, but because they are usually built with the support of production, which knows the constraints that the plant has.
In this way, the indicator takes on a new meaning and importance and can really become the most effective means of control between PPCP and the Industrial area. A daily or shift frequency of adherence is the ideal way to be more assertive, although you can start with a weekly control.
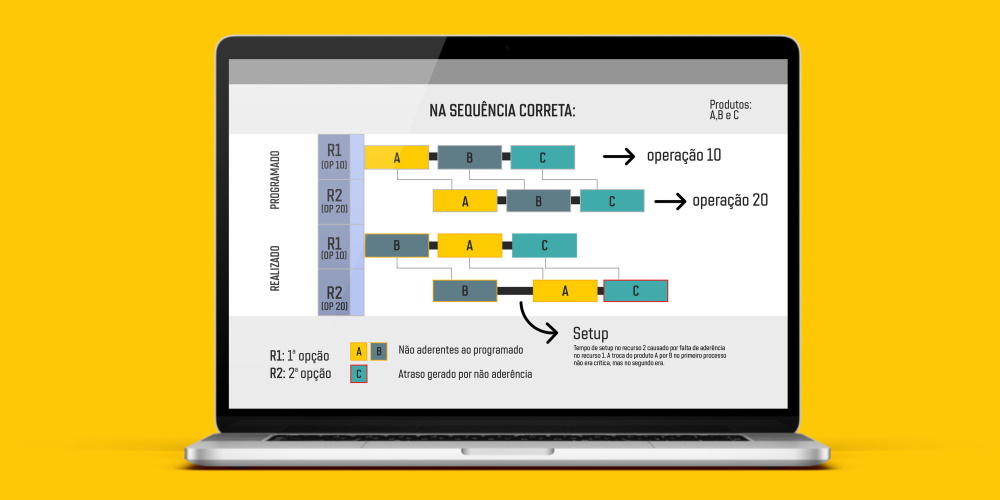
There are still opportunities to gain refinement and robustness with this indicator by asking: "Did you do the volume of each item correctly, but in the correct sequence? And on the right machine?" This in-depth measurement can be very useful for those who have many operations to transform a product, and because of this a change in sequence can have very negative impacts on subsequent processes that were relying on the programmed sequence of their predecessors.
Scheduling on different resources can also change not only the efficiency - which can be different between machines - but also the cost of the product, if it is calculated considering the resource actually used for manufacturing and this is compared with the planned cost for this item.
There are various ways of looking at the evaluation of "planned vs. realized" from the moment that "planned" is more assertive. And the consequence is management that doesn't just look at volume and maximizing the use of assets, but has a holistic view of the company, balancing efficiency with the level of service, considering the interdependencies between processes, the company's strategic priorities and thus creating the right incentive.
Want to explore this subject further? Watch the episodes of Cyborgs of Industry in which we talked to Ricardo Lauri from the Lunelli Group about the subject, and the conversation with Ariel Possebon from Produttare in which we also talked about the Theory of Constraints.
How can NEO help your industry?
A NEO Digital Industries é Siemens Smart Expert Partner e oferece soluções com análise de negócio e implementação dos softwares APS. Criamos um novo conceito que valoriza a vanguarda tecnológica e a excelência técnica, ao mesmo tempo em que acreditamos na sensibilidade humana, no trabalho criativo e no relacionamento personalizado e comprometido.
Contact us using the form below or WhatsApp to find out more about our solutions and arrange a personalized analysis for your business needs.